2014年安全工程师生产技术辅导:机械行业安全概要(十一) 第九节 机械的特性 一、机械安全的定义及特性 (一)机械安全定义 机械安全是指机器在按使用说明书规定的预定使用条件下,执行其功能和在对其进行运输、安装、调试、运行、维修、拆卸和处理时对操作者不发生损伤或危害其健康的能力。它包括两个方面的内容: (1)在机械产品预定使用期间执行预定功能和在可预见的误用时,不会给人身带来伤害; (2)机械产品在整个寿命周期内,发生可预见的非正常情况下任何风险事故时机器是安全的。 (二)机械安全的特性 现代机械安全应具有以下几方面的特性: 1. 系统性 现代机械的安全应建立在心理、信息、控制、可靠性、失效分析、环境学、劳动卫生、计算机等科学技术基础上,并综合与系统地运用这些科学技术。 2.防护性 通过对机械危险的智能化设计,应使机器在整个寿命周期内发挥预定功能,包括误操作时,其机器和人身均是安全的,使人对劳动环境、劳动内容和主动地位的提高得到不断改善。 3.友善性 机械安全设计涉及到人和人所控制的机器,它在人与机器之间建立起一套满足人的生理特性、心理特性,充分发挥人的功能的、提高人机系统效率的安全系统,在设计中通过减少操作者的紧张和体力来提高安全性,并以此改善机器的操作性能和提高其可靠性。 4.整体性 现代机械的安全设计必须全面、系统地对导致危险的因素进行定性、定量分析和评价,整体寻求降低风险的最优设计方案。 二、机械设备故障诊断技术 (一)机械设备状态监测及故障诊断模型 故障诊断是研究机械设备运行状态变化的信息,进而识别、预测和监视机械运行状态的技术方法。 故障诊断的基本模型如图4—5所示。图中St(f)是载荷或应力向量,M(f)是故障机理传递函数,E(f)是异常模式(模型)向量,x(f)是设备状态向量,H(f)是E(f)和X(f)之间的传递函数。机器或设备在正常工作时[M/(f)=l]其状态向量X(f)是由外因St(f)和内因H(f)共同决定的,当出现异常或故障[即M(f)不为1或St(f)超过正常值。前者称为结构异常,后者称为偏离操作规范]之后,X(f)除与外因St(f)和内因H(f)有关外,还与载荷超差及故障机理传递函数M(f)有关。 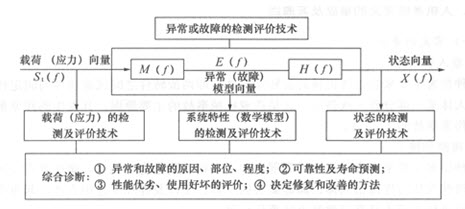 图4-3 故障诊断的基本模型 在设备状态监测和故障诊断中,设备的状态向量是设备异常或故障信息的重要载体,是设备故障诊断的客观依据,所以及时而正确地掌握状态向量是进行诊断的先决条件,为此就要用传感器或其他检测手段进行状态信号的监测。 (二)故障诊断的基本流程及实施步骤 故障诊断的基本工艺流程如图4—4所示,它包括诊断文档建立和诊断实施两大部分。 诊断实施过程是故障诊断的中心工作,它可以细分为4个基本步骤: (1)信号检测。按不同诊断目的选择最能表征设备状态的信号,对该类信号进行全面地检测,并将其汇集在一起,形成一个设备工作状态信号子集,该子集称为初始模式向量。 (2)特征提取(或称信号处理)。将初始模式向量进行维数变换、形式变换,去掉冗余信息,提取故障特征,形成待检模式。 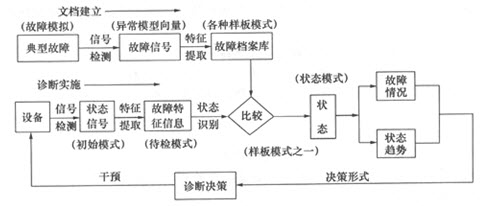 图4-4 故障诊断的基本方法 (3)状态识别。将待检模式与样板模式(故障档案)对比,进行状态分类。 (4)诊断决策。根据判别结果采取相应的对策。对策主要是指对设备及其工作进行必要的预测和干预。 (三)故障诊断技术 1.振动信号的检测与分析 振动信号一般用位移、速度或加速度传感器来测量。 传感器应尽量安装在诊断对象的振动敏感点或离核心部位最近的关键点。对于低频振动,一般要从3个互相垂直的方向上进行检测。对于高频振动,通常只从一个方向上进行检测即可。 2.油液分析技术 油液分析中,目前应用较多的有光谱油液分析和铁谱油液分析两种。 光谱油液分析方法是利用原子吸收光谱来分析润滑油中金属的成分和含量,进而判断零件磨损程度的方法。物质的原子有其特定的吸收光谱谱线,利用元素的特征吸收光谱谱线及其强度可以分析润滑油中特定金属元素的含量。 铁谱分析是通过检查润滑油或液压系统的油液中所含磁性金属磨屑的成分、形态、大小及浓度来判断和预测机器系统中零件的磨损情况。 3.温度检测及红外线监测技术 温度是工业生产中很普遍、很重要的热工参数之一。一方面许多生产过程中在工艺上要求对温度进行监测和控制,另一方面,机电设备运行是否正常往往在温度上会有所反映,根据温度变化特征可以了解设备的运行状态。因此,生产中经常会遇到温度测量的问题。 物体表面发射的红外线与其温度有关。红外线测温的原理是利用红外线探测器将红外线辐射产生的热效应和光电效应转换成人们能识别的信号。常用的探测仪器有红外测温仪、红外成像仪和红外摄影机等。 4.超声探伤技术 超声波是比声波振动频率更高的波,检测中常用的是1~5MHz的超声波。与声波相比,超声波具有方向性好、波长短、在高密度固体中损失小及在不同密度介质的界面上反射大等特点。因此,利用超声波可以对所有固体材料进行探伤和检测。它常用来检查内部结构的裂纹、搭接、夹杂物、焊接不良的焊缝、锻造裂纹、腐蚀坑以及加工不适当的塑料压层等。还可以检查管道中流体的流量、流速以及泄露等。 5.表面缺陷探伤技术 常见材料缺陷检测方法包括磁粉探伤、渗透探伤和涡流探伤等几种。 磁粉探伤的原理是利用铁磁性试件的导磁性实现的。铁磁性物质的导磁性要比空气的导磁性强得多,因此表面缺陷处磁阻大,易产生漏磁场,吸引磁粉,形成磁粉堆积。通过观察磁粉聚集情况就可以确定被探测工件的表面缺陷或近表面缺陷。 渗透探伤的依据是物理化学中的液体对固体的润湿能力和毛细现象(渗透和上升)。首先将被探伤工件的表面涂上具有高度渗透能力的渗透液,渗透液由于润湿作用及毛细现象而进人工件的表面缺陷中,然后将工件表面多余的渗透液清洗干净,再涂一层亲和力强的显像剂,将渗入裂纹中的渗透液吸出来,在显像剂上便显现出缺陷的形状和位置的鲜明图案。 涡流探伤是当通电线圈接近被测表面时,导电的试件表面层将产生涡电流(简称涡流),涡流又会产生交变磁场,该交变磁场又会在激励线圈中感应出电流。由于涡流与表面状态有关,感应电流的大小、方向及相位等就会反映出表面缺陷的信息。涡流探伤就是利用这种信息来检测表面缺陷的。 【例题】故障诊断实施过程是故障诊断的中心工作,它可以细分为()等基本步骤。 A. 信号检测 B、特征提取 C、状态识别 D、数值比对 E、诊断决策 【答案】ABCE 三机械的可靠性设计与维修性设计 (一)可靠性定义及其度量指标 1.可靠性定义 所谓可靠性是指系统或产品在规定的条件和规定的时间内,完成规定功能的能力。 这里所说的规定条件包括产品所处的环境条件(温度、湿度、压力、振动、冲击、尘埃、雨淋、日晒等)、使用条件(载荷大小和性质、操作者的技术水平等)、维修条件(维修方法、手段、设备和技术水平等)。在不同规定条件下,产品的可靠性是不同的。 规定时间是指产品的可靠性与使用时间的长短有密切关系,产品随着使用时间或储存时间的推移,性能逐渐劣化,可靠性降低。所以,可靠性是时间的函数。这里所规定的时间是广义的,可以是时间,也可以用距离或循环次数等表示。 2.可靠性度量指标 1.可靠度 可靠度是可靠性的量化指标,即系统或产品在规定条件和规定时间内完成规定功能的概率。可靠度是时间的函数,常用R(t)表示,称为可靠度函数。 产品出故障的概率是通过多次试验中该产品发生故障的频率来估计的。例如,取N个产品进行试验,若在规定时间t内共有Nf(t)个产品出故障,则该产品可靠度的观测值可用下式近似表示: R(t)≈[N—Nf(t)]/N(1—14) 与可靠度相反的一个参数叫不可靠度。它是系统或产品在规定条件和规定时间内未完成规定功能的概率,即发生故障的概率,所以也称累积故障概率。 不可靠度也是时间的函数,常用F(t)表示。同样对N个产品进行寿命试验,试验到瞬间的故障数为Nf(t),则当N足够大时,产品工作到 t 瞬间的不可靠度的观测值(即累积故障概率)可近似表示为: F(t)≈Nf(t)/N(1—15) 可靠度数值应根据具体产品的要求来确定,一般原则是根据故障发生后导致事故的后果和经济损失而定。 2.故障率(或失效率) 故障率是指工作到 t 时刻尚未发生故障的产品,在该时刻后单位时间内发生故障的概率。故障率也是时间的函数,记为γ(t),称为故障率函数。 产品的故障率是一个条件概率,它表示产品在工作到 t 时刻的条件下,单位时间内的故障概率。它反映 t 时刻产品发生故障的速率,称为产品在该时刻的瞬时故障率且γ(t),习惯称故障率。 故障率的观测值等于N个产品在t时刻后单位时间内的故障产品数△Nf(t)/△t与在t时刻还能正常工作的产品数Ns(t)之比,即: γ(t)=△Nf(t)/[Ns(t)•△t](1—16) 故障率(失效率)的常用单位为(1/106h)。 3.平均寿命(或平均无故障工作时间) 对非维修产品称平均寿命,其观测值为产品发生失效前的平均工作时间,或所有试验产品都观察到寿命终了时,它们寿命的算术平均值; 对于维修产品来说,称平均无故障工作时间或平均故障间隔时间,其观测值等于在使用寿命周期内的某段观察期间累积工作时间与发生故障次数之比。 4.维修度 维修度是指维修产品发生故障后,在规定条件(备件贮备、维修工具、维修方法及维修技术水平等)和规定时间内能修复的概率,它是维修时间τ的函数,用M(τ)表示,称为维修度函数。 5.有效度 狭义可靠度R(t)与维修度M(f)的综合称为有效度,也称广义可靠度。其定义是,对维修产品,在规定的条件下使用,在规定维修条件下修理,在规定的时间内具有或维持其规定功能处于正常状态的概率。 二、维修性设计 (一)维修及维修性 所谓维修是指使产品保持在正常使用和运行状态,以及为排除故障或缺陷所采取的一切措施,包括设备运行过程中的维护保养、设备状态监测与故障诊断以及故障检修、调整和最后的验收试验等直至恢复正常运行等一系列工作。简言之,为保持或恢复产品规定功能采取的技术措施叫做维修。 维修性是指对故障产品修复的难易程度,即在规定条件和规定时间内,完成某种产品维修任务的难易程度。 (二)产品结构的维修性设计 维修性设计是指产品设计时,设计师应从维修的观点出发,保证当产品一旦出故障,能容易地发现故障,易拆、易检修、易安装,即可维修度要高。维修度是产品的固有性质,它属于产品固有可靠性的指标之一。维修度的高低直接影响产品的维修工时、维修费用,影响产品的利用率。下面就维修性设计中应考虑的主要问题做简要介绍。 1.可达性 所谓可达性是指检修人员接近产品故障部位进行检查、修理操作、插入工具和更换零件等维修作业的难易程度 2.零组部件的标准化与互换性 产品设计时应力求选用标准件,以提高互换性,这将会给产品的使用维修带来很大方便。因为标准化零件质量有保证,品种和规格大大减少,于是就可以减少备件库存和资金积压,既能保证供应,又简化管理。 3.维修人员的安全 产品在结构设计时除考虑操作工人的安全外,还必须考虑维修人员的安全,而这后一项工作往往最容易被人们忽视。 (三)可靠性设计与维修性设计的关系 可靠性设计和维修性设计是从不同的角度来保证产品的可靠性。前者着重从保证产品的工作性能出发,力求不出故障或少出故障,是解决本质安全问题,在方案设计和结构设计阶段就设法消除危险与有害因素;后者则是从维修的角度考虑,一旦产品发生故障,其本身就能自动及时发现故障,并且显示故障或发出警报信号,并能自动排除故障或中止故障的扩展。 【例题】40.下列项目中,不属于机械产品结构维修性设计的是()。07 A.可达性 B.零组部件的标准化与互换性 C.维修人员的安全 D.耐环境设计 【答案】D |


